



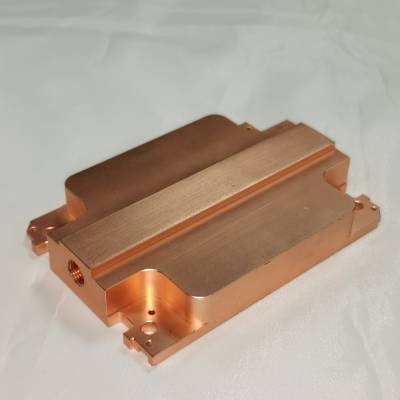
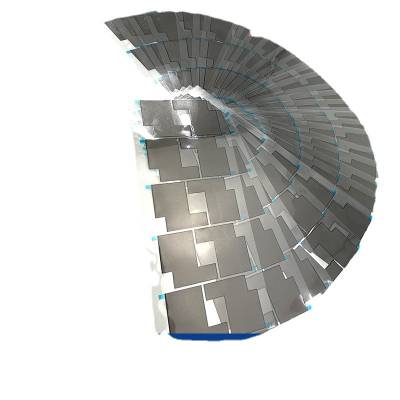
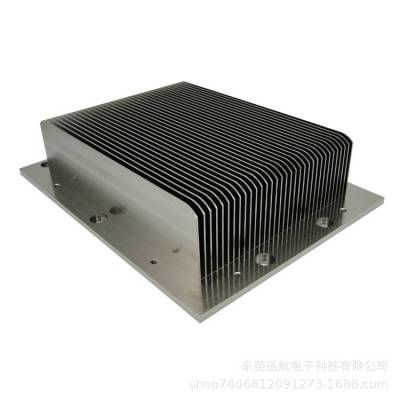
将机械或其他器具在工作过程中产生的热量及时转移以避免影响其正常工作的装置或仪器。常见的散热器依据散热方式可以分为风冷,热管散热器,液冷,半导体制冷,压缩机制冷等多种类型。
 东莞市浩威电子有限公司
东莞市浩威电子有限公司
 北京子航达辉电子有限公司
北京子航达辉电子有限公司
 酷月电子(东莞)有限公司
酷月电子(东莞)有限公司
 东莞市源阳热能科技有限公司
东莞市源阳热能科技有限公司
 深圳市德云电子材料科技有限公司
深圳市德云电子材料科技有限公司
 广州偲瑞电子科技有限公司
广州偲瑞电子科技有限公司
 和风电子科技(广州)有限公司
和风电子科技(广州)有限公司
 东莞市鼎冠金属科技有限公司
东莞市鼎冠金属科技有限公司
 沧州金源散热器有限公司
沧州金源散热器有限公司
 东莞迅航电子科技有限公司
东莞迅航电子科技有限公司