



聚碳酸酯(英文简称PC),又称PC塑料;是分子链中含有碳酸酯基的高分子聚合物,根据酯基的结构可分为脂肪族、芳香族、脂肪族-芳香族等多种类型。其中由于脂肪族和脂肪族-芳香族聚碳酸酯的机械性能较低,从而限制了其在工程塑料方面的应用。
仅有芳香族聚碳酸酯获得了工业化生产。由于聚碳酸酯结构上的特殊性,已成为五大工程塑料中增长速度最快的通用工程塑料。
 青州市和恩风机配件厂
青州市和恩风机配件厂
 佛山市众齿健医疗器械有限公司
佛山市众齿健医疗器械有限公司
 浙江海昕新材料科技有限公司
浙江海昕新材料科技有限公司
 开平市水口镇古益卫浴厂
开平市水口镇古益卫浴厂
 安阳金耀冶金有限公司
安阳金耀冶金有限公司
 深圳市龙岗区盈旺美甲用品厂
深圳市龙岗区盈旺美甲用品厂
 惠州市快乐人乐器有限公司
惠州市快乐人乐器有限公司
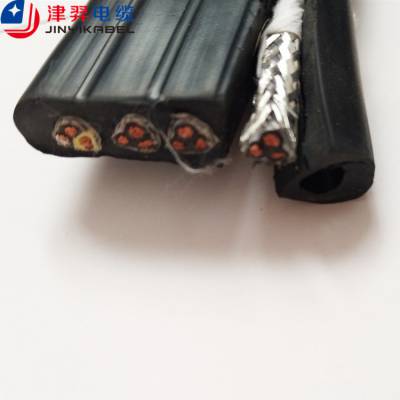 上海津羿电线电缆有限公司
上海津羿电线电缆有限公司
 深圳市鑫永业五金制品有限公司
深圳市鑫永业五金制品有限公司
 高阳县盛霞纺织品制造有限公司
高阳县盛霞纺织品制造有限公司